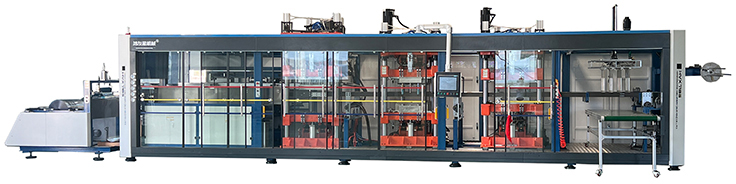
Mașină de termoformare
HYX 7185-4 Mașină de termoformare cu 4 stații complete
E-mail: [email protected]
Contactaţi-ne



Specificații
Principalele caracteristici:
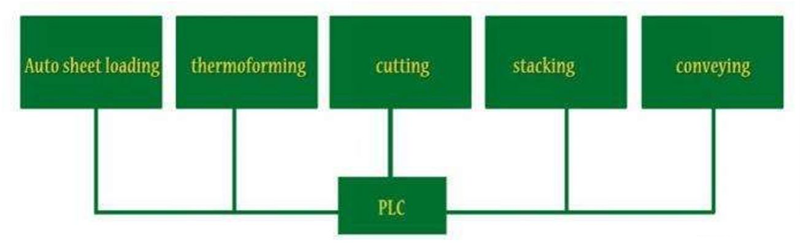
Adoptați controlul PLC, întregul sistem este complet automat, parametri digitali
Afișare, funcționare ușoară
Această mașină poate produce tăvi de plastic cu foi conform datei de sub x
A fi capabil să folosească diverse tipuri de foi de materiale plastice
Structura hidraulică cu 4 pili, mai stabilă, zgomot redus
Fire de încălzire importate încălzitor ceramic, control precis al temperaturii, durată de viață lungă
Vă oferim servicii personalizate, mașina poate fi proiectată și
fabricat ca nevoia ta.
Sistem avansat de transport cu foi de servo, lungime de întindere
Parametri tehnici:
| HYX-7185-4 | Hyx-520 | ||
| 1 | Material adecvat | PP, PS, PET, PVC, PLA, etc. | |
| 2 | Lățimea materialului | 450-740mm | |
| 3 | Grosimea materialului | 0,15-2mm | |
| 4 | Max. Zona de formare | 710 × 850mm | 710 × 520mm |
| 5 | Min. Zona de formare | 420 × 300mm | |
| 6 | Max. Zona de tăiere | 690 × 830mm | 690 × 500mm |
| 7 | Formarea și tăierea cursei stației | 0-160mm | 0-130mm |
| 8 | Adâncime de formare pozitivă | 120mm | |
| 9 | Adâncime de formare negativă | 110mm | |
| 10 | Cursa mecanismului de stivuire | ≤500mm | |
| 11 | Forța maximă a modelării Stație | 80T (pentru utilizare cu sistem de încălzire a matriței)
| 60T (pentru utilizare cu sistem de încălzire a matriței) |
| 12 | Forțează maximul presei de tăiere | 38 tone | 35 tone |
| 13 | Puterea nominală a cuptorului de încălzire | Cuptor superior 65kW, cuptor inferior 65kW | Cuptor superior 45kW, cuptor inferior 45kW |
| 14 | Metoda de încălzire | Superior și inferior, 3 secțiuni încălzire | |
| 15 | Consumul real de energie | Aproximativ 40 ~ 60kw/h aproximativ 30 ~ 50kw/h | |
| 16 | Alimentare electrică | AC 380V/50Hz (3 N PE) | |
| 17 | Max. Viteza de producție | 20-30 cicluri/minut | |
| 18 | Max. Diametrul/greutatea ruloului | Φ800mm/500kg | Φ700mm/300kg |
| 19 | Greutatea mașinii | 12.000 kg | 9.000 kg |
| 20 | Dimensiune (l*w*h) | 11m × 2,3m × 2,5 m | 9m × 2,3m × 2,5 m |
| Metoda de răcire | Mucegaiul este răcit prin apa circulantă | ||
| Cerere de aer | Alimentarea de aer ≥3,5 m3/min, presiunea aerului 0,6 ~ 0,8MPa. | ||
| Lista principală de configurare | |||
| Nu. | Componenta electronică principală | Mărci | |
| 1 | Sistem de control | Delta Taiwanului | |
| 2 | Modul PLC | Delta Taiwanului | |
| 3 | Touch screen | Ecran tactil Delta 12 inch HD | Ecran tactil Delta 10 inch HD |
| 4 | Sistem de control al temperaturii | Delta (control inteligent al temperaturii) | |
| 5 | Releu intermediar | Schneider | |
| 6 | Contactor de curent alternativ | Schneider | |
| 7 | Comutator de aer | Delixi | |
| 8 | Formarea Station Motor Motor | Delta (superior: 5,5kW, inferior: 5,5kW) | Delta (superior: 3kw, inferior: 3kw) |
| 9 | Stație de tăiere Motor Motor | Delta (superior: 7,5kW, inferior: 5,5kW) | Delta (superior: 4.5kW, inferior: 3kW) |
| 10 | Stație de perforare Servo Motor | Delta (superior: 7,5kW, inferior: 7,5kW) | Delta (superior: 4.5kW, inferior: 4,5kW) |
| 11 | Foaie care livrează servo -motor | Delta 5.5kW | Delta 3KW |
| 12 | Stivuirea motorului servo | Delta 2kw cu frână | |
| 13 | Dulap de control | Shanghai Tong Ke | |
| 14 | Comutator fotoelectric | Coreea Fotek | |
| 15 | Cortina ușoară de siguranță | Shanghai pu bang | |
| 16 | Comutarea sursei de alimentare | Delta Taiwanului | |
| 17 | Încălzire Bricker | Sârmă de încălzire importată de asociere în comun, cu bumbac de izolare termică în interior, radiator ceramic cu infraroșu de 600W | |
| 18 | Pompa de vid | Elmo Rietschle V-VC100 | |
| 19 | Supapă pozitivă | Japonia SMC SMC cu viteză ultra-viteză Valvă cu flux mare, cu un diametru de 1,5 inci. | |
| 20 | Sistem de răcire | Japonia Daikin Compresor 6p | |
| 21 | Rulment | Japonia NSK | |
| 22 | Ghiduri liniare | Taiwan Hiwin | |
| 23 | Supapă de rapel hidraulică | Japonia CKD | |
| 24 | Cilindrul de aer | Taiwan Airtac | |
| 25 | Valvă electromagnetică | Japonia CKD/SMC Taiwan Mindman/Shako | |
| 26 | Valoarea vidului | Taiwan Mindman | |
| 27 | Pistă de lanț | Aliaj de aluminiu de calitate aviație | |
| 28 | F.R.L | Japonia CKD sau SMC | |
| 29 | Sistem de hrănire | Dispozitiv de alimentare mecanică automată dublă pentru a reduce intensitatea forței de muncă a lucrătorilor, 500 kg. | |
| 30 | Tablă de caroserie | Tratamentul vopselei | |
| 31 | Lanț cu două rânduri | Taiwan KMC (Tratamentul de ascuțire din fabrică reduce apariția pulberii din plastic.) | |
Ii. Descrierea tehnică a dispozitivului
A. Echipamentul de formare constă în cadrul principal al structurii, sistemul de formare a presiunii pozitive și negative, sistem de control al temperaturii, sistem de vid,
Sistem de încălzire, sistem de control al aerului, sistem de control electric și PLC, sistem de perforare, stivuire a descompunerii produsului și sistem de redobândire automată și
Alte componente structurale.
B. The main body of the equipment: It is made by welding and welding steel structural sections such as square and channel steel, which are used for assembly heating, die forming, die cutting and auxiliary devices. The overall steel structure frame is guided by
Întreținere și altă fundație a procesului pentru a se asigura că dispozitivul mobil care transmite și transforma mișcarea și forța are o rezistență și o rigiditate suficientă. Toate suprafețele metalice sunt tratate cu tratament anti-rust, iar stratul de jos este pulverizat cu vopsea anti-rust; Piesele generale și standard sunt utilizate în structură pentru a facilita întreținerea și înlocuirea ulterioară a tuturor pieselor.
Ⅲ. Sisteme de control electrice și PLC/instalații de siguranță
Sistemul de control electric este controlat de un modul integrat PLC. Afișajul industrial tactil este utilizat ca HMI (interfață pentru mașini umane) și
Se folosește interfața chineză. Mașina are butoane pentru funcționare și setarea și modificarea tuturor parametrilor procesului, ceea ce face echipamentul ușor de funcționat și întreținut.
Metoda de lucru a întregii mașini este împărțită în manual/automat, toate funcțiile de setare sunt operate pe afișajul tactil; După ce operatorul a plasat materialele, apăsați echipamentul de pornire automat pentru a finaliza întregul proces de modelare până la finalizarea procesării și producției materialelor în siloz; Manualul este utilizat în principal pentru schimbarea mucegaiului sau pentru controlul eșantionului.
Sistemul este echipat cu mai multe măsuri de protecție și fiecare acțiune care se poate ciocni unul cu celălalt este prevăzut cu o protecție de control și de control cu buclă închisă.
Proiectare de etanșare de protecție a ușii de siguranță, folosind deschiderea manuală a cataramei, blocare manuală, grătare de siguranță instalată în ușa de protecție pentru a îmbunătăți factorul de siguranță al echipamentului și a asigura siguranța personalului și a proprietății.
Dulapul de distribuție conține circuite de protecție, inclusiv supra -curent, supratensiune, subvenții, scurtcircuit și protecție împotriva suprasarcinării. Elementul de încălzire este protejat de o siguranță. Pentru problemele de siguranță care pot provoca daune sistemului sau piesei de lucru, există semne de avertizare sau observații. 10% spațiu este rezervat în caseta de control pentru modificări viitoare. Dulapul electric este echipat cu un filtru și un ventilator de răcire de protecție.
Toate cablurile și firele care nu sunt delicioase în afara casetei de alimentare sunt ascunse în slotul de cablu pentru deschidere și reparații ușoare. Dacă acest lucru nu este posibil, folosiți un furtun pentru a -l repara.
Hyx-7185 Mașină de termoformare a presiunii pozitive și negative complet automate este un produs construit cu atenție prin combinarea tehnologiei avansate și a anilor de experiență de producție. Această mașină este potrivită pentru PP, PS, PET, PVC, PLA și alte materiale și poate satisface cu ușurință nevoile de modelare a diferitelor industrii.
Funcția principală:
Adaptabilitatea materialelor largi: mașina poate gestiona o varietate de materiale cu o lățime de 450-750mm și o grosime de 0,15-2,5 mm, care îndeplinește cerințele materiale în diferite scenarii de producție.
Zona de modelare mare: zona maximă de modelare ajunge la 710
Tăiere de înaltă precizie: Suprafața maximă de tăiere este de 690 x 830mm, iar forța maximă de tăiere de 80T (utilizată cu sistemul de încălzire a matriței) asigură margini netede ale produsului și precizie ridicată.
Tehnologia de formare a presiunii pozitive și negative: mașina adoptă o tehnologie pozitivă și negativă de formare a presiunii, cu o adâncime pozitivă de formare a presiunii de 140 mm și o adâncime negativă de formare a presiunii de 150 mm, care poate satisface nevoile de modelare a produselor în formă de complex.
Mecanism de stivuire eficient: Caprarea mecanismului de stivuire poate ajunge ≤500mm, ceea ce facilitează stivuirea și manipularea produselor și îmbunătățește eficiența producției.
Economisirea energiei și protecția mediului: Folosind metode de încălzire superioare și inferioare în trei etape, consumul real de energie este de doar 40-60kW/h, ceea ce reduce considerabil costurile de producție.
Producție de mare viteză: Viteza maximă de producție poate atinge 20-30 de ori/minut, îmbunătățind foarte mult eficiența producției.
Proiectare de dimensiuni mari: Mărimea totală a mașinii este de 14m x 2,3m x 2,5 m, iar greutatea atinge 22T, asigurând stabilitatea și durabilitatea mașinii.
Parametri tehnici:
Putere nominală: Întreaga mașină este de 160kW. Cuptorul de încălzire este împărțit în părți superioare și inferioare, fiecare de 72kW.
Sursă de alimentare: AC380V/50Hz (3 N PE).
Metoda de răcire: matrița este răcită prin circulația apei pentru a asigura stabilitatea procesului de modelare și a calității produsului.
Cerințe de presiune a aerului: alimentarea cu aer ≥3,5 m³/min, presiunea aerului 0,6 ~ 0,8MPa pentru a asigura funcționarea normală a mașinii.
Zonele de aplicare:
HYX-7185 Mașina de termoformare a presiunii pozitive și negative complet automate cu patru stații este utilizată pe scară largă în ambalaje alimentare, echipamente medicale, produse electronice, piese auto și alte industrii. Este un instrument important pentru multe companii să realizeze o producție automată și eficientă.
De ce selecția materialului determină rezultatele termoformarii Fiecare ciclu de termoformare reușit începe cu mult înainte ca foaia să ajungă în matriță. Calitatea răș...
Vezi mai multeCe este o mașină de termoformat și de ce contează A mașină de termoformat este o piesă de echipament industrial care încălzește o foaie de plastic până când ...
Vezi mai multeEconomia deșeurilor în infrastructura modernă de termoformare În producția de mare producție, eficiența industrială este determinată de cât de bine sunt utilizate mater...
Vezi mai multe
 +86 18621972598
+86 18621972598  +86 186 2197 2598
+86 186 2197 2598  [email protected]
[email protected] Nr. 565, Xinchuan Road, Comunitatea Xinta, orașul Lili, districtul Wujiang, orașul Suzhou, China
Nr. 565, Xinchuan Road, Comunitatea Xinta, orașul Lili, districtul Wujiang, orașul Suzhou, China Drepturi de autor © 2024 Mașină de termoformare/Mașină Cupa din plastic Toate drepturile rezervate. Personalizat HYX 7185-4 Mașină de termoformare cu 4 stații complete Furnizori